O que é a carta de controle?
Dentre as 7 ferramentas da qualidade, a carta ou gráfico de controle é a mais utilizada nas empresas. Ela é utilizada para determinar se o processo está operando em controle estatístico. Na sua forma mais simples é representada por um gráfico de variáveis que inclui os limites de controle superior e inferior.
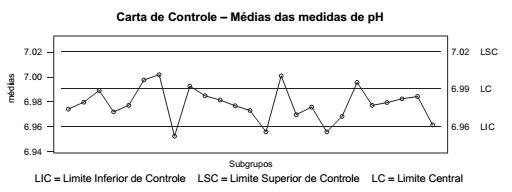
Exemplo de carta de controle
As funções destes gráficos são:
- Mostrar evidências de que um processo está operando em controle estatístico;
- Dar indicativos de causas especiais de variação para que medidas corretivas apropriadas sejam aplicadas;
- Manter o estado de controle estatístico estendendo a função dos limites de controle como base de decisões;
- Apresentar informações para que sejam tomadas ações gerenciais de melhoria dos processos.
Formas de aplicação
A forma mais usual de aplicar os gráficos envolve registros cronológicos com periodicidade fixa, de uma ou mais características de um item de interesse, calculadas em amostras obtidas em fases apropriadas do processo. As cartas mais encontradas usam a média, amplitude, desvio padrão ou mediana. É interessante que duas cartas sejam usadas em conjunto de forma a analisar além da medida de interesse em si (que pode ser representada pela média ou mediana) a variabilidade dos dados (representada pela amplitude ou desvio padrão).
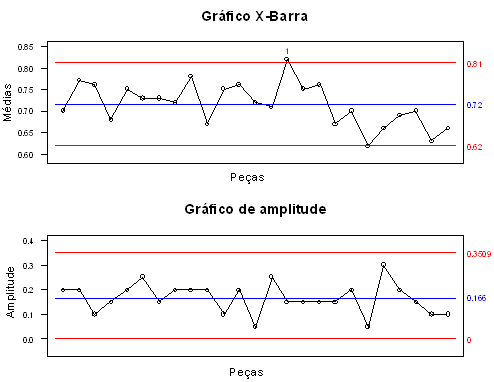
Exemplo de carta de controle usando de média e amplitude
Estes valores são dispostos, pela sua ordem, em um gráfico que possui uma linha central, que representa a média esperada dos itens no processo, e os limites desejados, que podem incluir os limites de controle e os limites de especificação. Os limites de controle são calculados a partir dos dados do processo. Eles representam o desempenho real. Os limites de especificação são definidos pelo seu cliente e representam o desempenho desejado do seu processo. Os limites de especificação e limites de controle são utilizados com diferentes finalidades. Os limites de controle permitem avaliar se o processo é estável, enquanto os limites de especificação permitirão que você avalie como o seu processo é capaz de atender às necessidades dos clientes.
Como analisar os resultados
Através das Cartas de Controle podemos distinguir a atuação de causas comuns e causas especiais no processo. Com elas é possível identificar 5 comportamentos que devem ser confirmados por outras fontes. Esses comportamentos são:
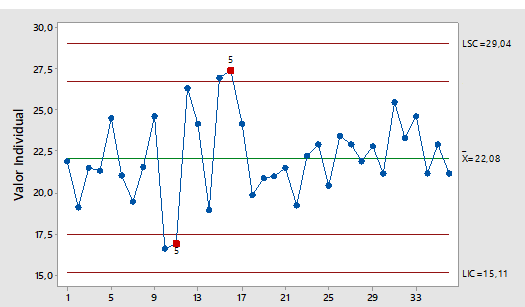
1. Pontos fora dos Limites de Controle
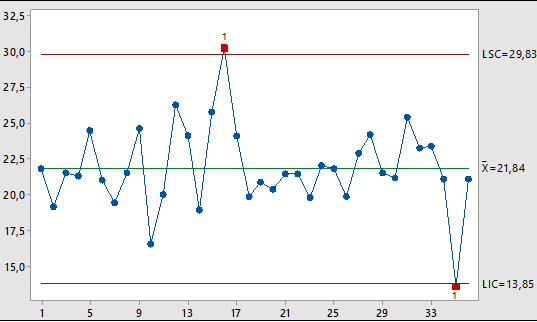
Dados fora dos limites estabelecidos
Um ou mais pontos ultrapassam as linhas limite. Caso ocorra em poucos casos sugere a ocorrência de uma causa especial no processo, como erro em alguma coleta de dados ou quebra de alguma peça que foi substituída em pouco tempo. Se ocorrer repetidas vezes sugere que o processo perdeu capabilidade, não é mais capaz de atingir os resultados esperados, o que pode ter ocorrido por exemplo pela troca de um equipamento ou funcionário.
2. Sazonalidade
Dados com comportamento Sazonal
A curva traçada apresenta repetidamente um comportamento semelhante em intervalos de tempos de amplitude similares. Pode ocorrer por conta dos turnos dos funcionários, condições ambientais ou em escala maior devido ao comportamento anual da operação.
3. Mudança temporária de média
Dados com alteração temporária de média
Sete ou mais pontos consecutivos aparecem em apenas um dos lados da linha média. Isso indica que algum parâmetro que afeta pouco no comportamento da série foi alterado.
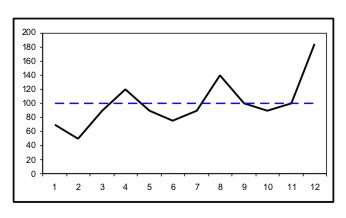
4. Tendência
Os dados iniciais apresentam tendência negativa
Sete ou mais pontos consecutivos apresentam um movimento contínuo ascendente ou descendente. Indica que se nada for feito naturalmente o processo sairá das médias de especificação.
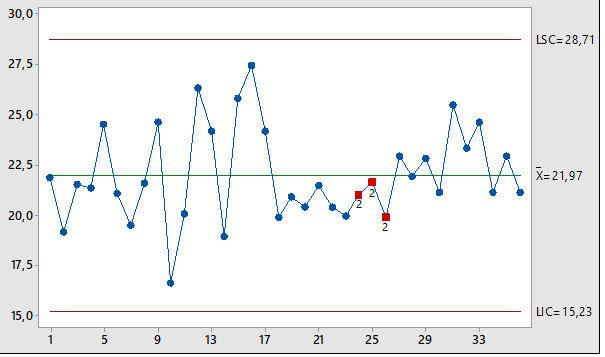
5. Aproximação do limites de controle
Pontos próximos ao limite superior e inferior
Ocorrência de pelo menos 2 pontos consecutivos próximos às linhas limite. Indica que ocorreu alguma causa especial mas que ainda não houve problemas na capabilidade do processo. Caso nada for feito e ocorrerem outras variações , que em uma situação rotineira não causaria transtornos, surgirão dados fora das especificações desejadas.
Fontes usadas:
https://www.voitto.com.br/blog/artigo/controle-estatistico-de-processo
https://www.citisystems.com.br/cartas-de-controle/
http://www.portalaction.com.br/controle-estatistico-do-processo/graficos-ou-cartas-de-controle
https://www.fm2s.com.br/portfolio/planilha-de-grafico-de-controle
 João Victor Ribeiro Santos
João Victor Ribeiro Santos
Engenheiro de Produção
Coordenador do GT Qualidade Florestal



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}